In the chemical, pharmaceutical, and food processing industries, chemical dilution system peristaltic pumps are core equipment for ensuring efficient, safe, and stable production.
The key advantages of our chemical dilution system peristaltic pumps are as follows:
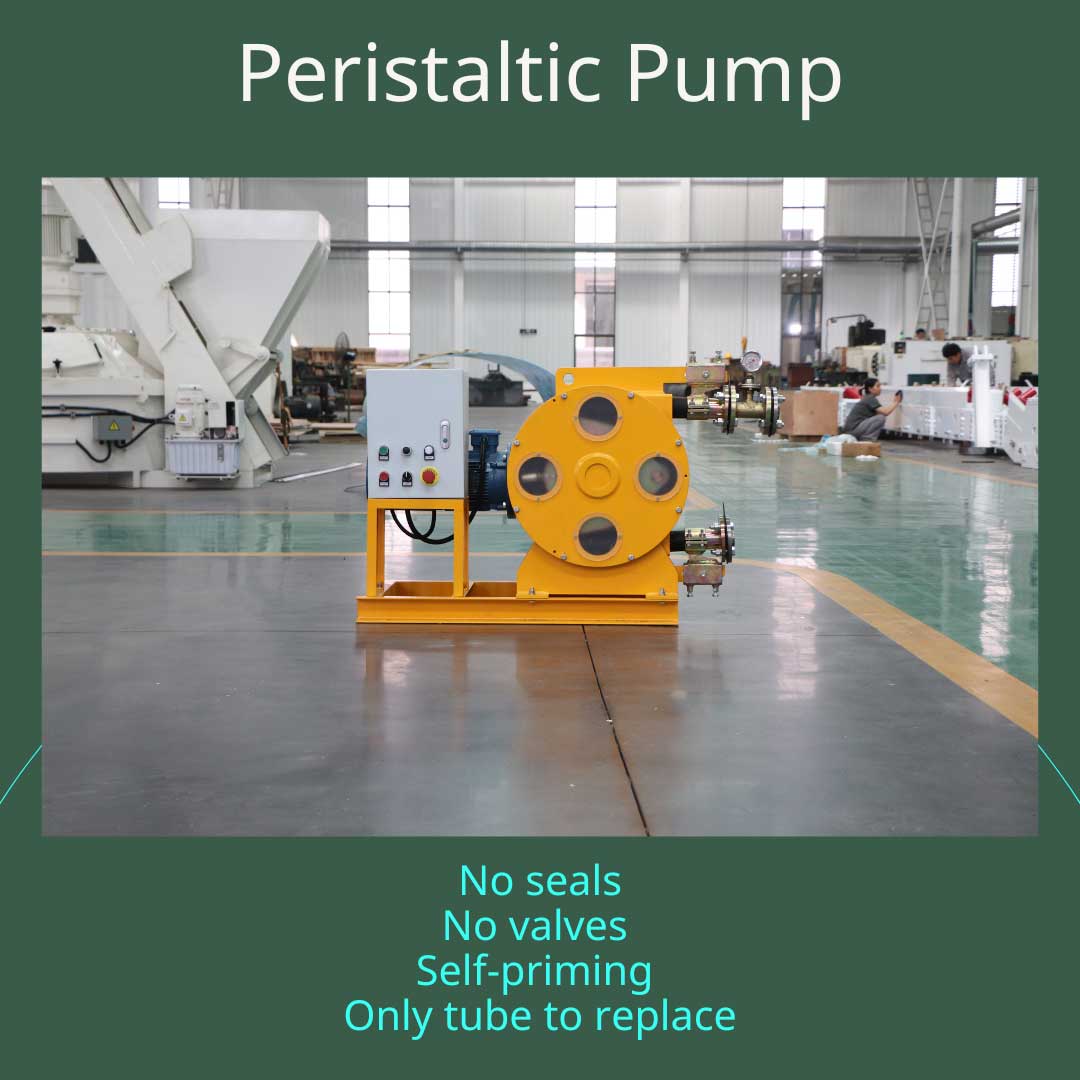
1. No seals/valves: Eliminates the risk of leakage from corrosive and volatile chemical reagents. Suitable for highly corrosive dilution systems, such as strong acids, strong bases, and organic solvents, this improves operational safety and stability.